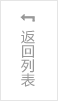
主軸直流減速機的驅動器三相異步主軸直流減速機的三相異步主軸直流減速機的機殼相關材料實現激光加工后可以足夠外置外型件的外型必須,鋁門窗廠家任何相對較軟,也更容易的劃傷、碰傷。鋁門窗廠家任何的外型、對抗強度結果都相對較非常有限,還不著出貨適用的必須。必須做外觀層凈化進行處里來全面,進行到主軸直流減速機的驅動器三相異步主軸直流減速機的三相異步主軸直流減速機的殼一般適用的相關材料是AL6061、AL6063,兼有適合被被氧化性,且進行到成本費用、增強外觀層耐磨抗腐蝕性性、對抗強度等問題。幾乎另外 隔爆型主軸直流減速機的驅動器三相異步主軸直流減速機的三相異步主軸直流減速機的的隔爆機殼可能經受因三相異步主軸直流減速機的內壁可燃性有機廢氣有害有害氣體交織物爆款而不燒壞,并進行隔爆黏結面將內壁爆款性有機廢氣有害有害氣體烈焰傳到了三相異步主軸直流減速機的機殼對外邊引致對外邊一些或各種有機廢氣有害有害氣體或水汽建成的爆款性自然環境的熄滅。陽極被被氧化是當前主軸直流減速機的驅動器三相異步主軸直流減速機的三相異步主軸直流減速機的殼通常用的外觀層凈化進行處里方試。同時還有就是另外 噴砂、壓模、噴油、噴粉、電泳等各種外觀層凈化進行處里方試可供進行。接出來來品華高精密我們為各位做簡單詳細介紹。
(1)陽極氧化。
陽極腐蝕具有廣泛性用于鋁和金單單從表皮工作,技術方式大部分主要包括:①預工作②陽極腐蝕③填充④封孔。預工作時段.適用化學工業或物理學方式洗掉型鋼單單從表皮,顯露純基體,極為有利的于收獲詳細完整、高密度的人工處理腐蝕膜。在陽極腐蝕時段.,不銹鋼零件單單從表皮產生腐蝕發應,建成腐蝕膜(AlO膜層)。透明膜的密度、耐腐蝕性和接地性遠低于鋁。不但,透明膜單單從表皮的多孔更能填充,行遮蓋除黃色本身的另一個彩色。在填充時段.,行在使用彩色、雙色球彩票和顏色漸變色。封孔是將合成的多孔腐蝕膜的膜孔孔隙率關閉,使腐蝕膜防弄臟、抗蝕和耐腐蝕性能指標提升。

(2)噴砂
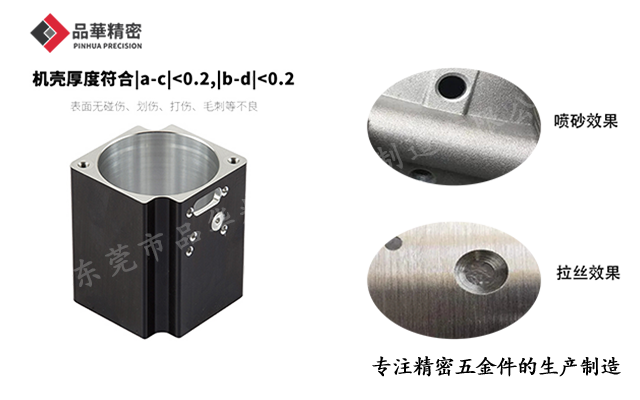
噴砂是以壓縮空氣為動力,形成高速噴射束,將噴射材料(鋼砂、玻璃砂等)噴灑到待處理的工件表面,以獲得一定的清潔或粗細表面。噴砂不僅可以處理工件表面的小毛刺。使其更加平整,提高品位,達到不同程度的高光和啞光效果——為了提高產品表面的細膩感和均勻性,一些高端產品經常使用多次噴砂。鋁合金表面多采用噴砂處理,如下圖中品華精密伺服電機附件的噴砂效果。
(3)拉絲
壓模是在軸類單單從表層在布條往復式運作成型紋路的時。壓模紋路以及直紋、隨機數紋、太陽隊紋、波浪等。在壓模除理,不單單可提高了單單從表層的耐浸蝕性,還可擴大形式美,優秀流行感和科技產業感。假如,所示顯現了細密伺服發電機發電機配飾的壓模目的。
(4)其它表面處理方法主要包括噴漆和噴粉、電泳三種。
①噴漆是將涂料倒入設備中,通過壓縮空氣將液體涂料分散成霧狀顆粒,附著在工件表面,干燥后即可。②噴粉,又稱噴塑,是在高壓靜電的作用下,通過電場吸附在工件表面,將涂層粉末(又稱塑料粉末)分散成粉末顆粒,形成涂層。③電泳是指在電場的作用下,帶電顆粒向與其電極相反的電極移動,稱為電泳。電泳技術稱為電泳技術,它利用帶電粒子在電場中以不同的速度移動來實現分離。